A vágófej vagy fúvóka (nozzle) elengedhetetlen alkatrész a fiber lézervágásban, mely nemcsak a vágás minőségét határozza meg, hanem befolyásolja a termelékenységet és az üzemeltetési költségeket is. Az alábbi útmutató segít megérteni, milyen szempontokat kell figyelembe venni a megfelelő fúvóka kiválasztásához és karbantartásához.
Mi a fúvóka szerepe a fiber lézervágásban?
A vágófej vagy fúvóka vezeti az auxiliáris gázt (nitrogén vagy oxigén) a vágás helyére, segít eltávolítani a megolvadt fémet, védelmet nyújt a lencséknek, és optimális vágást biztosít. A fúvóka szerepe kulcsfontosságú abban, hogy a gázsugár megfelelő irányba és erősséggel hatoljon be a vágórésbe, így segítve a tiszta és pontos vágást.
Egyrétegű vagy kétszintű fúvóka?
A fúvóka típusának kiválasztása az anyag és vágási mód függvénye:
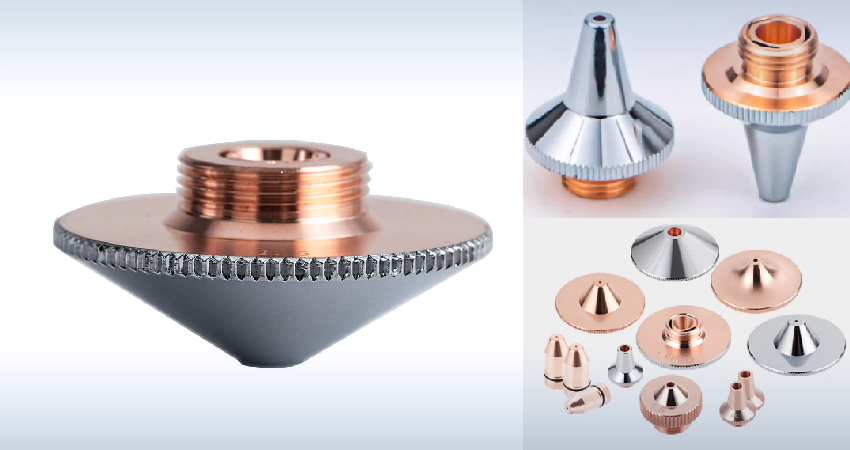
- Egyrétegű (single-layer) fúvóka – nitrogénnel együtt használatos, ideális oxidáció nélküli vágásokhoz, például rozsdamentes acél, alumínium vagy sárgaréz esetén.
- Kétszintű (double-layer) fúvóka – oxigénnel kombinálva használható szénacél vágására, javítva a salak eltávolítást.
Fúvóka átmérő – hogyan befolyásolja a vágás minőségét?
A fúvóka belső átmérője határozza meg a gázáram sebességét és terjedését. A tapasztalatok alapján:
- ≤ 3 mm vastag lemezekhez φ1,5 mm az ideális;
- 3–10 mm-hez φ2,0 mm;
- 10 mm felett φ2,5–3,0 mm fúvókát érdemes használni.
A megfelelő méret segít a salak gyors eltávolításában és egyenletes vágási minőség biztosításában.
Központosítás – a fúvóka beállításának fontossága
A fúvóka középpontjának pontos beállítása a lézersugárhoz elengedhetetlen. Ha nincs megfelelően centrálva:
- az anyag egyenetlenül olvad,
- előfordulhatnak sorjás, csíkos felületek,
- vastag lemezek esetén nem stabil a vágás.
10 kW feletti gépeknél az elcsúszás fúvóka túlmelegedéséhez, lencse károsodáshoz is vezethet.
Fúvóka kiválasztás a gép teljesítménye alapján
Az optimális fúvókatípus és méret a gép teljesítményétől is függ:
- ≤ 6 kW teljesítmény: karbonacélhoz kétszintű S 1.0–5.0, rozsdamenteshez egyrétegű;
- ≥ 6 kW, 10–25 mm acélhoz: kétszintű E-típus 1.2–1.8 mm vagy egyrétegű D-típus 1.2–1.8 mm.
Három gyakorlati tipp
- Válassz fúvókát a lemezvastagság és anyag alapján – vastagabb lemezekhez nagyobb tisztított fúvóka szükséges a salak gyors eltávolításához.
- Tartsa tisztán és cserélje kopáskor – a fúvóka deformálódása vagy szennyeződése gyors minőségromláshoz vezet.
- Ellenőrizze rendszeresen a centrálást – különösen 10 kW feletti gépeknél fontos a hosszú távú stabilitás érdekében.



